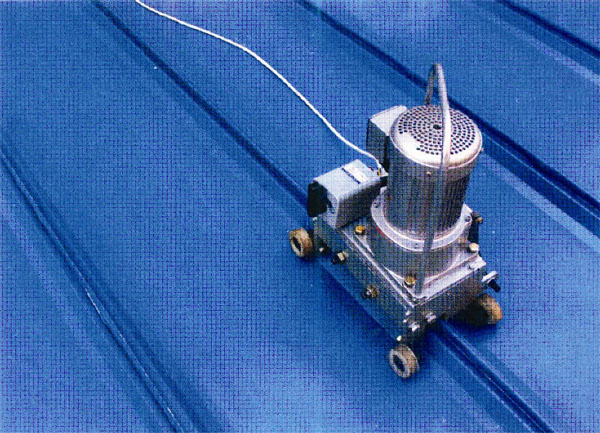
Máy lợp tole tự động Seamer:
– Dùng thi công cho loại tole zip-lock , gấp mép tole tạo thành khóa an toàn.
– Tốc độ lợp: 20000 ÷ 25000 mm/phút.
Sau khi có bản vẽ thiết kế kỹ thuật, chúng ta sẽ tiến hành gia công cơ khí. Vậy gia công cơ khí là gì? Quy trình sản xuất ra sao? Hãy cùng Hai Thành tìm hiểu qua bài viết bên dưới.
Gia công cơ khí (gia công kết cấu thép) là quá trình áp dụng máy móc, kỹ thuật cơ khí, công nghệ và các nguyên lý vật lý để tạo nên những thành phẩm có độ chính xác cao, đáp ứng nhu cầu mong muốn của khách hàng. Điều này có nghĩa là, sử dụng vật liệu thép sau đó loại bỏ các vật liệu dư thừa đến khi đối tượng đạt đến hình dạng mong muốn.
Gia công kết cấu thép (khung kèo, vì kèo, cột, dầm…) là công đoạn vô cùng quan trọng khi xây dựng kho xưởng, đòi hỏi độ chính xác cao thể hiện trên từng bản vẽ đến quá trình gia công kết cấu thép, có như vậy thì quá trình lắp dựng mới diễn ra dễ dàng và đồng bộ.

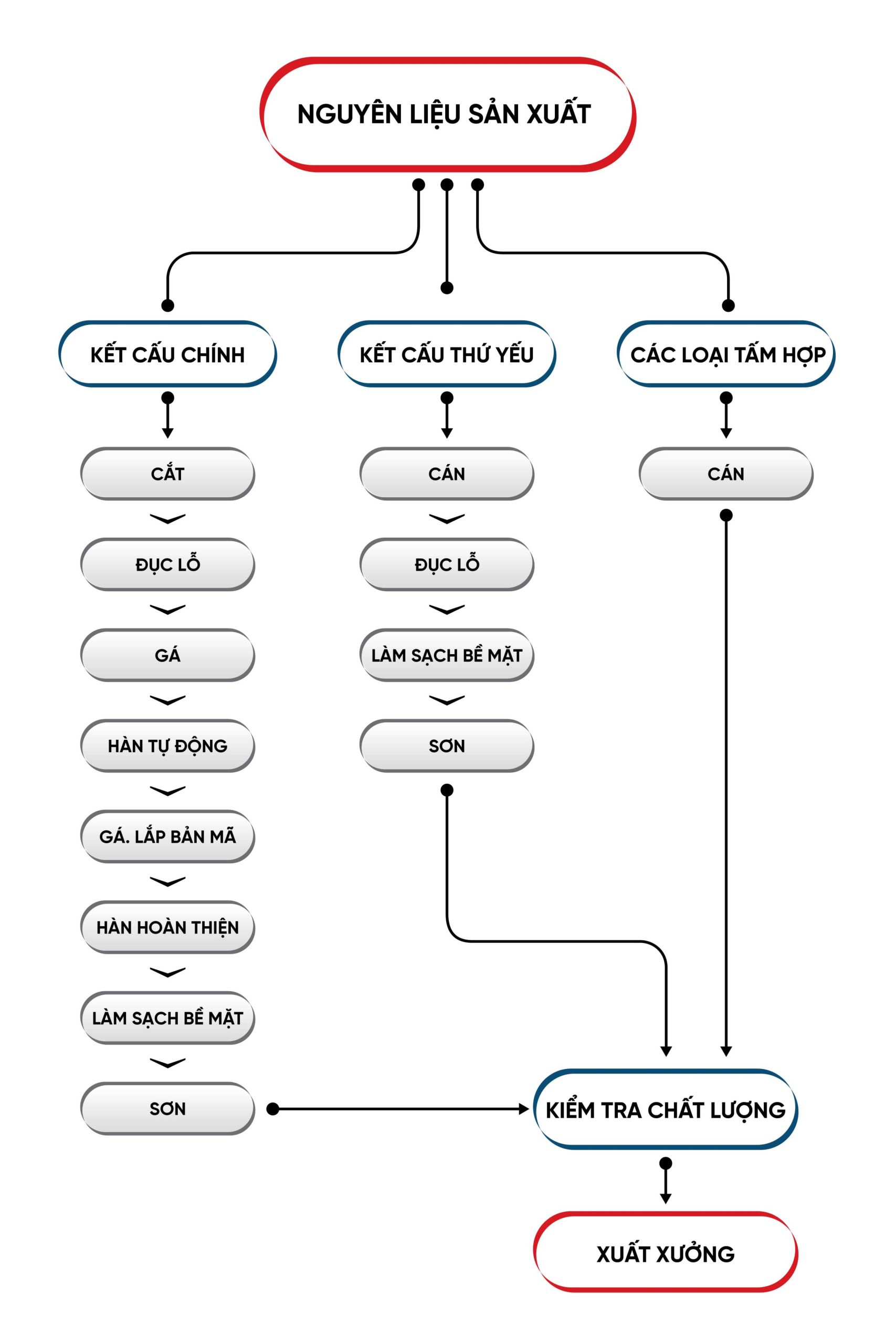
Kết cấu công trình nhà xưởng, kho gồm có:
Kết cấu chính:
Là hệ thống kết cấu chịu lực bao gồm móng, dầm móng, kết cấu mang lực mái, dầm cầu chạy, hệ khung chống gió, hệ giằng, cột, kèo hình chữ “I” để làm khung chính.
Hệ kết cấu này được phân thành:
Kết thứ yếu:
Bao gồm vách ngăn, hệ khung đỡ vách ngăn, hệ sàn, xà gồ mái…
Kết cấu bao che và tạo hình:
Được lắp dựng bằng tôn mái và tôn tường. Kết cấu này nhằm giới hạn không gian nhà xưởng, bảo vệ ngôi nhà xưởng khỏi tác động của thời tiết và môi trường.

Dưới đây là quy trình sản xuất kết cấu thép chuẩn từ khâu chuẩn bị nguyên vật liệu đến hoàn thành sản phẩm cột kèo, khung kèo nhà xưởng:
– Chiều dày thép tấm tối đa có thể cắt: 18mm
– Chiều dài nhác cắt (chiều dài thép tấm): 6m
– Lực cắt tối đa 450 Mpa (ứng suất, lực tập trung).
– Máy cắt chính xác với cữ canh được điều khiển PLC qua hệ thống điều khiển điện tử B20 có khả năng lập trình để bù trừ các sai số khi cắt vì thế thép cắt đạt độ chính xác cao nhất.
– Góc cắt tối đa 20.

– Có khả năng đính dầm chữ T, chữ I.
– Đối với dầm I:
• Chiều rộng cánh b: 200 ÷ 800mm.
• Chiều dày cánh t: 6 ÷ 40mm.
• Chiều dày bụng a: 6 ÷ 32mm.
• Chiều rộng bụng h: 200 ÷ 1500mm.
– Công suất nguồn: 380V ± 5%, 50Hz.
– Tốc độ đính: 0.5 ÷ 6m/phút.
– Đính bằng máy hàn MIG (công nghệ hàn hồ quang với tác nhân bảo vệ là CO2).
– Máy hàng MIG: Panasonic.
– Dây hàn 0,9 ÷ 1,2mm
– Dòng hàn tối đa: 300A
– Không gian làm việc: 3.200mm x 15.500mm.
– 9 đầu cắt và 2 đầu cắt lập trình CNC.
– Chiều dày thép có thể cắt: 6 ÷ 100mm.
– Nhiên liệu: O2 – Gas, O2 – C2H2 …
– Tốc độ cắt: 50 – 1000mm/phút.
– Tốc độ di chuyển không cắt: 6.000 mm/phút.
– Sai số cắt: ± 0.5mm.
– Sai số điểm cắt: ± 0.5mm.
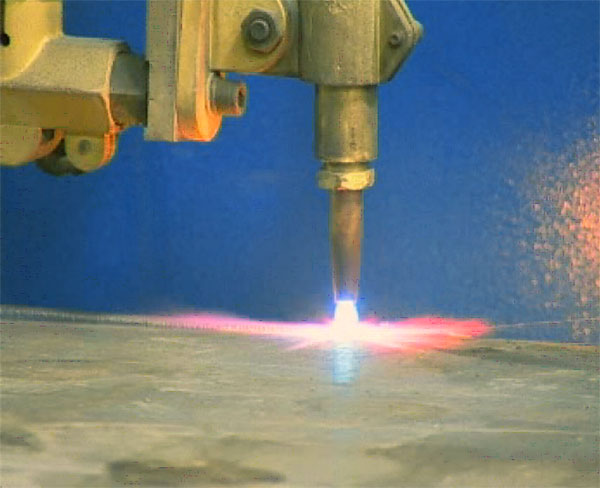
– Hệ thống cắt CNC là những thiết bị cắt tự động với hiệu suất cao, dùng để gia công các chi tiết kim loại dựa trên nền tảng công nghệ lập trình CNC (gồm phần cứng và phần mềm). Máy không chỉ cắt thép tấm theo chiều dọc và chiều ngang mà còn cắt định hình
– (cắt theo đường bất kỳ, đường phi tuyến, đường tròn theo hướng bất kỳ). Có độ chính xác cao và công suất cắt lớn.

– Thông số dầm I:
• Chiều rộng cánh b: 200 ÷ 800mm.
• Chiều dày cánh t: 6 ÷ 40mm.
• Chiều dày bụng a: 6 ÷ 32mm.
• Chiều rộng bụng h: 200 ÷ 1.500mm.
– Chiều dài tối đa của dầm: 15.000mm.
– Tốc độ hàn 0.24 ÷ 2.400mm/phút.
– Tốc độ di chuyển xe hàn tối đa: 3.000mm/phút.
– Khoảng không làm việc của tay hàn: 800 x 700 (HxB).

– Có khả năng nắn thẳng cánh của dầm I do bị gia nhiệt trong quá trình hàn. Nắn theo chiều ngang của cánh,…
– Các thông số làm việc ứng với mã thép Q235, Q345.
• Chiều dày tối da của cánh: 40mm.
• Chiều rộng tối đa của cánh: 800mm.
• Chiều cao bụng tối thiểu: 350mm.
– Tốc độ nắn: 17.000mm/phút.

|
Chiều dày cánh
|
≤25
|
25 – 28
|
30 – 35
|
35 – 40
|
|
Chiều rộng cánh
|
200 – 800
|
350 – 800
|
500 – 800
|
600 – 800
|
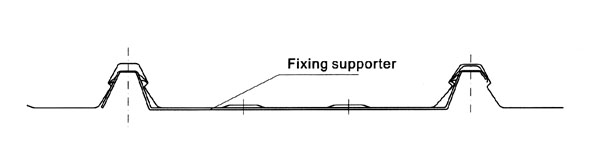
– Cấu tạo tole zip-lock 4 sóng được thiết kế đặt biệt sản xuất theo công nghệ tiên tiến của Mỹ. Nơi chồng mí của tole tạo thành những chốt khóa đặt biệt giúp cho công trình không bị dột và có tuổi thọ rất cao so với tole thường.
– Khổ tole cán: 600mm.
– Chiều dày tole cán: 0,5 ÷ 0,8mm.
– Lực cán tập trung (ứng suất lớn nhất): 235 MPa.
– Tốc độ cán: 10.000 ÷ 12.000 mm/phút.
– Công suất động cơ chính: 4Kw.
– Công suất hệ thống thủy lực 2,2Kw.
– Máy cán tole zip-lock có thể đưa đến công trường và cắt theo chiều dài bất kỳ đáp ứng yêu cầu của công trình và khách hàng

– Dùng thi công cho loại tole zip-lock , gấp mép tole tạo thành khóa an toàn.
– Tốc độ lợp: 20000 ÷ 25000 mm/phút.
Máy phun bi là hệ thống máy dùng làm sạch bề mặt các sản phẩm kết cấu thép, giúp các sản phẩm đạt được chất lượng cao, tạo sự bám dính tốt khi sơn. Do các yếu tố về chi phí vì vậy hệ thống máy phun bi được rất ít các doanh nghiệp đầu tư cho việc sản xuất, Hai Thành là doanh nghiệp đầu tiên tiên phong sử dụng máy phun bi với mục tiêu cung cấp cho khách hàng những sản phẩm kết cấu thép hoàn hảo nhất.
Hệ thống máy phun bi bao gồm:
• Máy chính
• Các thiết bị chuyên chở vào và ra
• Băng chuyền kéo vào và kéo ra
• Hệ thống cần trục chạy trên ray
• Thùng gom bụi dạng túi lọc
Bề mặt sau khi làm sạch đạt mức Sa2, Sa2.5, Sa3

|
Thông số kỹ thuật phun bi
|
|
|
Cấu tạo
|
Tiêu chuẩn SAE J444
|
|
Thông số kỹ thuật
|
SSPC-SP10 (Sa 2.5)
|
|
Trọng tải băng chuyền
|
10 tấn
|
|
Tốc độ phun
|
(Sa 2.5) với mức 1.5 đến 2 m/phút
|
|
Kích cỡ và dạng bi
|
Hạt thép S330/280
|